Cummins PT: The System That Broke the Rules of Injection
Cummins PT: The System That Broke the Rules of Injection
For decades, diesel injection was built around a set of rules nobody thought could be broken.
Fuel had to be delivered at extreme pressure.
That pressure had to be created by brutally precise mechanical hardware.
And the timing had to be controlled so accurately that the entire system lived or died by tiny margins.
Those ideas were treated as engineering law.
And then Cumins built an injection system that ignored almost all of them.
To understand why, you have to understand what a traditional diesel injector was actually being asked to do.
Unlike a gasoline engine, which uses a spark to ignite a premixed fuel and air charge, a diesel engine relies entirely on the heat of compression.
Air is compressed in the cylinder to ratios typically between 14 and 23:1, and fuel is injected directly into that compressed charge at precisely the right moment.
The heat of the compressed air ignites the fuel without any spark at all.
That process works, but it demands that the fuel arrive at exactly the right time in exactly the right quantity and at enough pressure to atomize properly in the combustion chamber.
That last requirement is where the complexity began.
To atomize fuel effectively in a high pressure combustion environment, injection pressures in conventional systems had to be extremely high, often reaching 15 to 20,000 lb per square inch or more at the injector tip.
Generating that kind of pressure required a dedicated high-press pump, precisely machine delivery lines, and injectors built to tolerances that left almost no room for error.
Every component in the system had to work in tight coordination and the margin between correct operation and poor performance was narrow.
The systems that dominated the industry in the post-war decades were built by companies like Bosch and they were genuinely impressive pieces of engineering.
The inline injection pump, which was the most common design, used a series of individual plunger and barrel assemblies, one for each cylinder, to generate high pressure fuel pulses on a precise schedule.
A cam shaft inside the pump drove each plunger in sequence and the timing and duration of each injection event were controlled by the rotational position of the plunger itself which had a helical groove machined into its surface.
Rotating the plunger changed the effective stroke and therefore the amount of fuel delivered.
It was a clever mechanical solution and it worked but it worked under controlled conditions.
In the field the story was more complicated.
The helical groove design meant that fuel delivery was directly tied to the physical geometry of the plunger.
As the plunger wore, even slightly, the relationship between rotation angle and fuel delivery changed.
Calibration that had been set correctly at the shop would drift over time, and the drift wasn’t always uniform across all cylinders.
One plunger might wear faster than another depending on fuel quality, operating temperature, or the microscopic condition of the machine surfaces.
The result was an engine that gradually became uneven without any single component failing outright.
Nothing was broken.
Everything was just slightly wrong.
Fuel quality made it worse.
The high pressure plunger and barrel assemblies depended on the fuel itself to provide lubrication between the closely fitted surfaces.
Diesel fuel in the 1940s and50s was not a consistent product.
Sulfur content varied, viscosity varied, and contamination from water or particulates was common in working environments.
A pump calibrated for one grade of fuel would behave differently on another.
And in remote or industrial settings, operators often had little control over what fuel was available.
The system demanded consistency that the real world rarely provided.
Timing added another layer of difficulty.
Because injection timing was mechanically fixed to the pump cam shaft, adjusting it required physical intervention.
Advancing or retarding the timing meant changing the relationship between the pump drive and the engine, which was not a quick or simple procedure.
Engines operating at different altitudes, in different ambient temperatures, or under different load profiles ideally needed different timing settings.
But making those adjustments in the field was impractical.
Most operators ran a compromise setting and accepted the performance penalty that came with it.
Manufacturers understood these limitations and spent considerable effort trying to address them.
Bosch and others developed governor mechanisms that could modulate fuel delivery in response to engine speed, which helped with idle stability and oversp speeded protection.
Delivery valves were refined to reduce pressure wave reflections in the injection lines, which could cause secondary injections and rough combustion.
Injector nozzle designs became more sophisticated with multi-hole tips and carefully calculated spray patterns intended to improve atomization and combustion efficiency.
Each of these developments represented genuine progress and the systems that emerged by the early 50s were meaningfully better than what had existed a decade earlier.
But every improvement followed the same logic.
The answer to the problems created by high-press mechanical injection was more precise high-press mechanical injection.
Tighter tolerances, more complex governors, better nozzles.
The fundamental architecture stayed the same and so did the fundamental vulnerabilities.
The system was still sensitive to wear.
It was still sensitive to fuel quality.
It still required skilled technicians with specialized equipment to calibrate and maintain.
And it still demanded that every cylinder receive exactly the right amount of fuel at exactly the right moment through a mechanism that had to generate enormous pressure on every single injection event.
Kie Cumins had been thinking about fuel systems for a long time.
He was the same man who had nearly lost his life on Coahone Pass in 1931 when his brakes failed on a loaded descent and who had spent the following decades building the Cumins engine company into one of the most important names in American diesel.
By the late 40s, Cummins engineers were looking at the injection problem from a different angle.
And the question they were asking was not how to make the existing approach more precise.
The question was whether the existing approach was actually necessary at all.
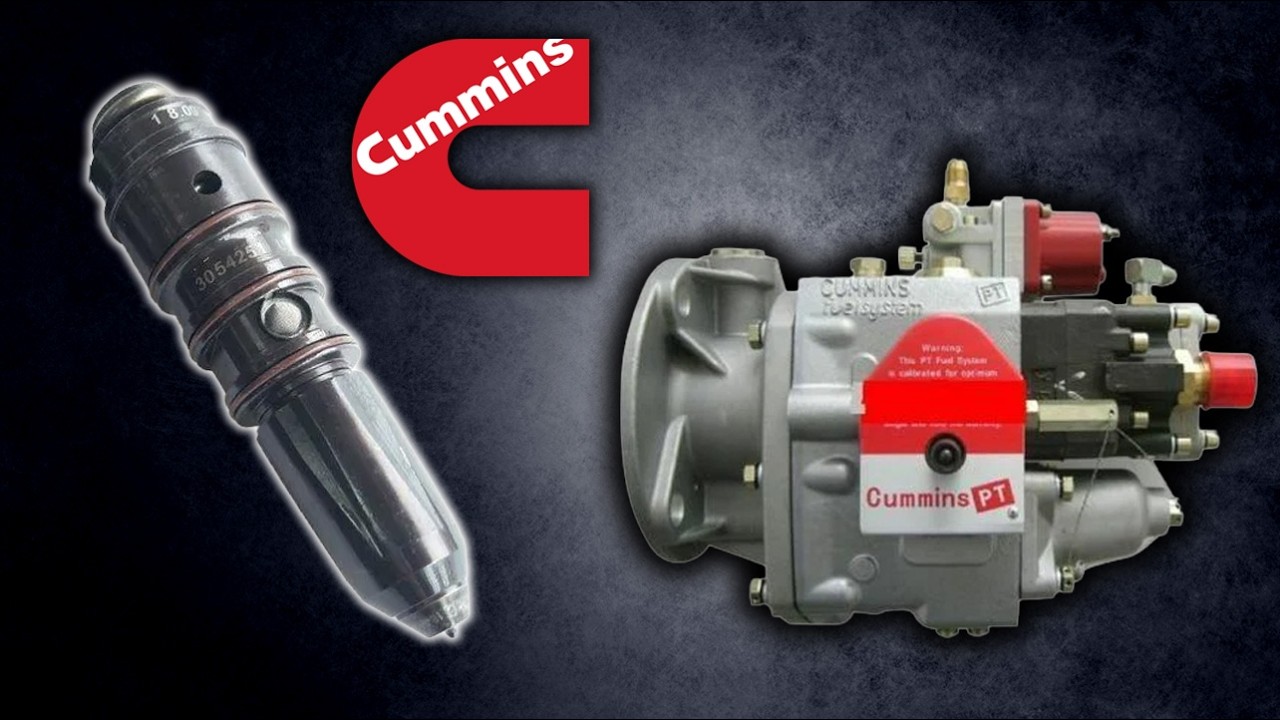
The system they developed was called PT injection and the name described exactly how it worked.
PT stood for pressure and time.
Those two variables and the relationship between them were the entire basis of the system.
The core insight was straightforward even if the implications took time to fully appreciate.
If you know the pressure of the fuel being supplied to an injector, and you know how long the injector is held open, you can calculate with reasonable accuracy how much fuel will flow through it.
Fuel flow through a fixed orifice is a function of pressure and time.
That relationship is governed by basic fluid dynamics, and it doesn’t require a high pressure pump at the injector, a precisely machined helical plunger, or a complex mechanical timing mechanism to exploit it.
It requires a pump that maintains a controlled pressure and an injector that opens and closes at the right moment.
That was the shift.
Instead of generating injection pressure at the injector, the PT system generated a controlled supply pressure at the pump and delivered that fuel to the injectors through a common rail.
The pump itself was a relatively simple gear type unit that maintained a steady fuel pressure in the supply line, typically in the range of 150 to 250 lb per square in depending on engine speed and load.
A governor and a throttle valve in the pump controlled that pressure in response to operating conditions.
The fuel then traveled through the supply rail to each injector where it waited.
The injectors in the PT system were a fundamentally different kind of device from the high pressure injectors used in conventional systems.
They were unit injectors, meaning each one contained both the metering and injection functions in a single assembly, but they operated on a completely different principle.
The injector body contained a small cup at the bottom called the injector cup and a plunger driven by the engine’s cam shaft.
During the intake and compression strokes, the injector was in its open position and fuel from the supply rail flowed into the cup through a small metering orifice.
The amount of fuel that entered the cup was determined by how long the injector remained open and what the supply pressure was at that moment.
Pressure and time.
When the cam shaft lobe drove the plunger downward near the top of the compression stroke, it closed off the metering orifice and then pressurized the fuel trapped in the cup, forcing it through the spray tip and into the combustion chamber.
The injection pressure generated at that moment was high, but it was generated mechanically by the plunger acting on a small fixed volume of fuel rather than by a high pressure pump delivering a precisely metered pulse through a long delivery line.
The quantity of fuel injected was not controlled at the moment of injection.
It had already been determined during the metering phase by pressure and time.
This distinction changed almost everything about how the system behaved in practice because fuel quantity was metered at low pressure during the filling phase rather than at high pressure during the injection phase.
The system was far less sensitive to the kinds of wear that degraded conventional injection pumps.
The metering orifice in each injector was a fixed simple opening.
There were no helical grooves, no precisely fitted plunger and barrel assemblies in the pump, and no high pressure delivery lines connecting the pump to each cylinder.
The components that controlled fuel delivery were simpler, more robust, and less dependent on maintaining exact dimensional tolerances over thousands of hours of operation.
Fuel quality mattered less as well.
The low pressure supply side of the system was tolerant of variations in viscosity and lubricity that would have caused measurable calibration drift in a conventional high-pressure pump.
The gear pump that supplied fuel to the rail was not performing the kind of precision metering work that the inline pump plungers were doing in a Bosch system, and it was correspondingly less sensitive to the properties of the fuel passing through it.
Adjustment and calibration became dramatically simpler because fuel delivery was controlled by supply pressure and supply pressure was set at the pump.
A mechanic could check and adjust the entire systems fueling by measuring pressure at a single point.
There was no need to remove and bench test individual injection pump elements.
No need to check the calibration of each cylinder separately against a flow bench.
And no need for the kind of specialized equipment that conventional injection pump service required.
A pressure gauge and a set of basic hand tools could tell a mechanic most of what he needed to know about how the system was performing.
For fleet operators running trucks through remote territory across construction sites or in mining and agricultural applications where factorytraed injection specialists were not available.
That difference was not a minor convenience.
It was the difference between keeping equipment running and waiting days for a qualified technician to arrive with the right tools.
Cummins engines equipped with PT injection developed a reputation in those environments for being serviceable by people who understood engines generally, not just by specialists who had been trained on a specific injection system.
The system also adapted naturally to varying operating conditions in a way that conventional mechanical injection struggled to match.
Because supply pressure was governed in response to engine speed and throttle position, the amount of fuel delivered to each cylinder, adjusted automatically as conditions changed.
An engine climbing a grade, operating at altitude, or running under a varying load received fuel delivery that tracked those changes through the governor response rather than through a fixed mechanical relationship.
The system didn’t require the operator or mechanic to intervene every time conditions shifted.
There were trade-offs.
The PT systems injection timing was still mechanically determined by the cam shaft, which meant it shared some of the same limitations as conventional systems when it came to optimizing timing across a wide range of operating conditions.
Injection pressures at the tip, while adequate, were generally lower than what the most advanced conventional systems could achieve, which had some implications for combustion efficiency and emissions at the margins.
And the system was specific to Cumins engines, designed around the architecture of their particular engine families, which meant it didn’t offer the kind of broad applicability that an independent injection pump supplier could provide across multiple engine platforms.
But in the context of what the industry actually needed in the 50s and60s, those trade-offs were acceptable.
The NH series Cumins engines equipped with PT injection became some of the most widely used diesel power plants in North America.
Found in highway trucks, construction equipment, marine applications, and industrial machinery.
The systems reputation for durability and ease of service drove adoption in exactly the markets where those qualities mattered most.
And Cumins built a significant portion of its commercial success during that era on the back of an injection system that had been designed to work differently from everything else available.
What the PT system demonstrated more than anything else was that the rules of diesel injection were not actually rules.
They were assumptions and assumptions can be replaced.
The idea that injection pressure had to be generated at the injector, that fuel delivery had to be controlled through precision mechanical geometry at high pressure, that the system had to be calibrated by specialists with specialized equipment.
None of that was physically necessary.
It was the accumulated logic of one particular approach to a problem.
And Cumins had found a different approach that solved the same problem with fewer moving parts, lower sensitivity to real world conditions, and a maintenance burden that matched the environments where the engines actually worked.
The mechanics who service those engines in the field understood this in practical terms long before anyone framed it as a philosophical point about engineering assumptions.
They understood it because they could fix the system with tools they already had in conditions that would have made conventional injection service nearly impossible and get the engine running correctly without sending components to a rebuild shop three states away.