How Cummins Beat The Diesel Industry With Less Moving Parts
How Cummins Beat The Diesel Industry With Less Moving Parts
In 1951, Cummins introduced a fuel injection system that defied the most basic assumption in diesel engineering.
No high-pressure injection pump.
No precision matched lines running to each cylinder.
Just fuel pressure and engine timing.
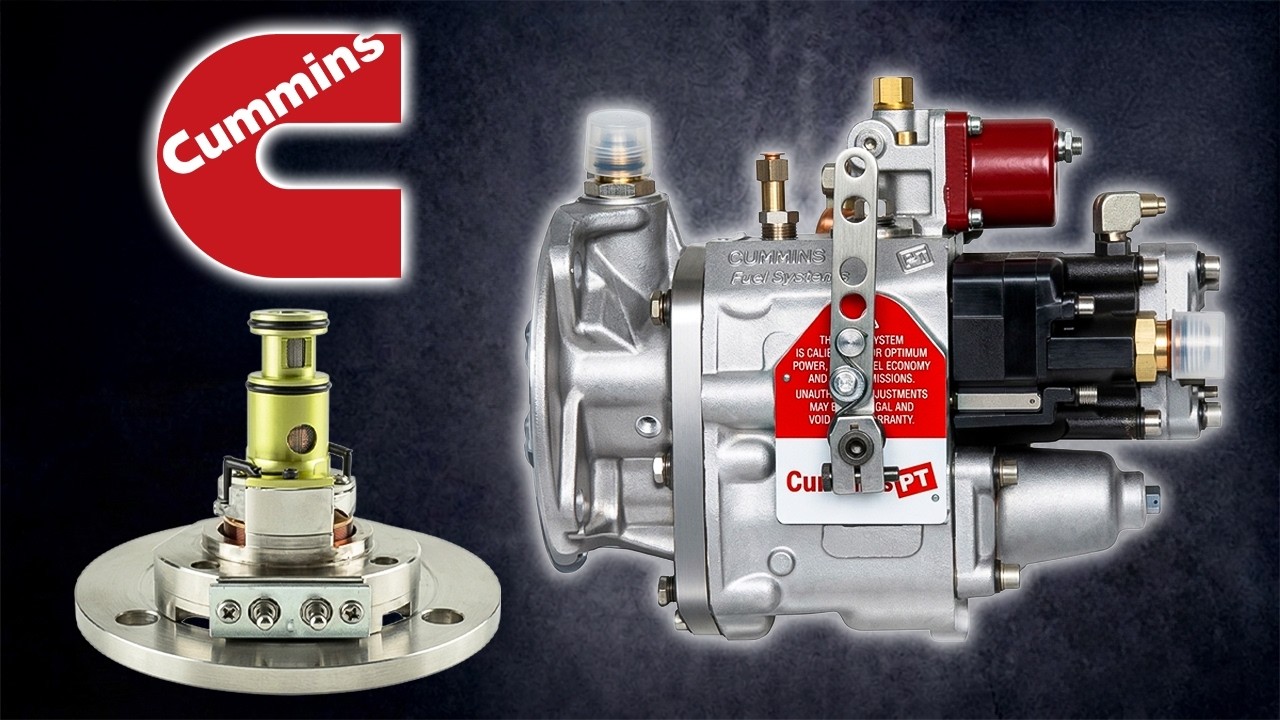
They called it the PT fuel system, short for pressure time.
It ran for over four decades.
And it was so simple a good mechanic could rebuild one on the side of the road.
Diesel had a problem in the 1940s that nobody knew how to solve cheaply.
Fuel injection.
Every diesel maker used the same approach, a mechanical injection pump packed with precision parts.
Each cylinder needed its own plunger matched to its barrel.
The tolerances were measured in 10,000 of an inch, one worn component, and the whole engine ran rough.
Picture a truck garage in 1948.
A mechanic hunched over a Bosch inline pump, adjusting six plunger assemblies by hand.
Too much fuel and the cylinder smokes.
Too little and it loses power.
All six have to balance or the engine misfires and runs like it is dying.
He needs special tools, a test bench that costs as much as the truck and months of training.
He will do this again every few thousand hours when the pump wears.
This was happening in thousands of shops across America.
Fleet owners were saving money on fuel and spending it right back on injection system maintenance.
Nobody questioned it because nobody had an alternative.
Precise fuel metering meant complex, expensive hardware.
That was the cost of running diesel.
Cummins looked at that cost and rejected it.
What they built was the PT pressure time fuel system.
A design so mechanically simple it proved that 50 years of diesel injection engineering had been solving the problem the hard way.
The Bosch inline injection pump was the industry standard.
A cam shaft ran the length of the pump driven by the engine’s timing gears.
For each cylinder, a cam lobe pushed a plunger up inside a precision ground barrel.
As the plunger rose, it sealed off the fuel inlet.
Then it crushed the trapped fuel to extreme pressure.
That pressure forced fuel through a delivery valve down a high pressure line and into the injector.
Fuel quantity was controlled by rotating each plunger.
A spiral groove cut into the plunger face changed how much fuel got trapped above it.
Rotate one way for more fuel, the other way for less.
A governor rotated all plungers together to maintain engine speed.
Every one of those plunger and barrel sets was hand lapped and matched.
You could not swap cylinder 1’s plunger into cylinder 3.
They were married parts.
Lose that match and you lost the seal that created injection pressure.
It worked, but servicing it was brutal.
When a delivery valve wore, and they all wore, the engine smoked, lost power, and burned fuel.
But you could not tell which cylinder was bad without pulling the entire pump, disassembling it on a clean bench, and pressure testing each valve individually, half a day with the right tools.
Most shops did not have them.
They sent the pump to a specialist, and the trucks sat for days.
Some fleets built entire pump shops just to keep their trucks running.
Dedicated test benches, precision tools, full-time injection specialists on payroll.
The diesel engine saved money on fuel and spent it back on maintaining the injection system.
By 1950, the entire industry believed this complexity was unavoidable.
Manufacturers responded by making parts more precise with tighter tolerances, harder materials, and better surface finishes.
They were adding precision to manage complexity instead of questioning whether the complexity was necessary.
Cumins questioned it.
What if the injection pump’s three jobs, pressurizing fuel, metering it, and timing delivery did not need to happen in the same component?
What if you kept fuel lines pressurized with a simple gear pump and let each injector decide how much fuel to use?
It was a question that challenged decades of diesel engineering.
And the answer became the pressure time system called PT.
The PT system reversed the fundamental logic of diesel injection.
Every other system used a mechanical pump to create extreme pressure and to meter fuel at the same time.
The pump did everything.
That is why it needed so many precision parts.
Cumins separated those jobs.
Think of it like filling a bucket from a garden hose.
A traditional injection pump squeezes the hose harder or softer to control flow.
The PT system leaves the hose pressure constant and opens the nozzle for different amounts of time.
More time, more fuel.
Less time, less fuel.
That was the entire principle.
Pressure and time.
The hardware was three parts.
A simple gear pump driven by the engine supplied fuel at around 250 lbs per square in to a common rail.
Just a pipe feeding all six injectors equally.
No matched high-pressure lines.
No pressure wave timing probleMs. Every cylinder saw the same fuel pressure at the same time.
But 250 lb per square in will not atomize diesel fuel.
You need 10,000 lb per square inch or more for proper injection.
So, where did the pressure come from?
The engine’s own cam shaft.
A cam lobe pushed down on a plunger inside each injector.
That plunger compressed the fuel from 250 lb per square in to over 10,000 lb per square in in milliseconds.
The high-pressure event happened inside the injector itself at the last possible moment.
Everywhere else in the system, fuel moved at low pressure through simple components.
The governor was equally elegant.
A small drain hole at each injector let fuel flow back continuously.
The governor was just a spring-loaded valve controlling how much fuel drained.
Restrict the drain.
Pressure rises.
Injectors deliver more fuel.
Open the drain, pressure drops, less fuel.
One moving part controlled the entire engine’s output.
And because the engine’s speed directly drove the gear pump, the system was self-regulating.
Higher revolutions per minute meant more pump output, which meant more fuel delivery, exactly what the engine needed.
Lower revolutions per minute meant less.
The physics matched the demand automatically.
The practical advantages were immediate.
Every injector was identical and interchangeable.
No matched sets, no hand lapping.
A mechanic could pull a failed injector and torque a replacement to specification with a standard wrench.
No test bench, no specialist, no pump rebuild.
Air in the fuel line, which would stall any engine running a traditional injection pump, passed straight through the pressure time system without interrupting fuel flow.
The engine kept running and the entire system operated at 250 lb per square in supply pressure instead of 10,000 to 18,000 lb per square in throughout.
Lower system pressure meant simpler seals, simpler fittings, less stress on every component, and dramatically longer service life.
Cummins had proved something the diesel industry had not considered.
Precision did not require complexity.
If you let physics handle the metering, you could eliminate most of the parts that made injection systems expensive to build and brutal to maintain.
The first PT equipped test engines looked promising.
They started clean, idled smooth, and responded to the throttle.
Then sustained load testing revealed a problem nobody had anticipated heat.
The PT system kept fuel pressurized continuously at 250 lb per square in throughout the supply circuit.
Traditional injection pumps only pressurized fuel for milliseconds during each injection event.
That was not enough time for heat to build.
But constant pressure meant constant heat generation.
Under sustained highway loads, fuel temperature climbed past safe operating limits.
Hot fuel is less dense, less mass per volume.
The injectors opened for the correct duration but delivered less fuel because the fuel itself had expanded.
At extreme temperatures, vapor bubbles formed.
Injectors designed to meter liquid could not handle vapor.
The engine’s power output became erratic.
The fix turned out to be hiding inside the systems own design.
The gear pump could move far more fuel than the engine actually consumed.
Cummins redesigned the fuel circuit to circulate the excess.
Instead of dead ending at each injector, fuel now flowed through the injectors continuously.
Fresh cool fuel in, heated fuel out, back to the tank.
Roughly 80% of the fuel moving through the system was there for cooling, not combustion.
The heat problem disappeared.
Development also revealed that injector spring consistency mattered more than the initial prototypes accounted for.
Small manufacturing variations in spring rate created timing differences between cylinders.
Cummins solved this by calibrating and sorting springs to tight tolerances.
Still far simpler than hand matching plunger and barrel sets, but requiring more precision than the earliest designs assumed.
That refinement reinforced the PT systems core philosophy.
You do not need precision everywhere, just where the physics demands it.
Everything else stays simple.
By the mid1 1950s, the refined PT system was production ready.
Cumins patented it in 1954.
The industry was skeptical.
Competitors dismissed it as a shortcut that would not survive real world trucking.
They were wrong.
The first production PT systems went into Cummins engines in the mid 1950s.
Fleet adoption was slow.
Managers wanted proven technology and PT was the opposite of proven.
Then the maintenance reports started coming in.
Fleets running PT equipped engines found that injection system service intervals stretched far beyond what they were used to with Bosch pumps.
When service was finally needed, any competent diesel mechanic could do it.
Pull the injector with standard wrenches.
Torque the replacement to specification.
Every injector was factory calibrated and interchangeable.
No test bench, no rebuild, no specialist, no days waiting for the truck to come back.
The economic case built itself.
Lower parts cost, faster service, less downtime, fewer specialists on payroll.
Fleets that had been spending heavily on injection pump maintenance saw those costs dropped sharply.
By the late 1950s, the data could not be ignored.
Competitors responded.
Detroit Diesel refined their unit injector system around a similar principle, letting the injector meter fuel instead of a separate pump.
Caterpillar developed their own pressure time variations.
International harvester licensed PT design elements directly from Cumins.
That last one said everything.
Your biggest competitor paying you for your idea is the strongest validation engineering can get.
By the mid 1960s, Cummins was producing over 100,000 PT equipped engines per year.
The system powered the big cam 855 starting in 1976, the N14 from 1988, and the massive K19 industrials.
Even the 5.9 L 12 valve Cumins in early Dodge Ram trucks, the engine that turned Cumins into a household name, ran a PT variant from 1989 to 1993.
From 1980 through the early 1990s, Cumins led the worldwide heavyduty truck market.
PT injection was a major reason.
The systems simplicity kept manufacturing costs low enough that Cummins could compete on price against larger manufacturers while maintaining better margins.
The engineering advantage had become a business advantage.
PT dominated for three decades.
Then it met the one problem Simplicity couldn’t solve.
By the mid 1980s, PT Injection had become so reliable, it was almost invisible.
Mechanics knew the system cold.
Fleet managers trusted it without thinking about it.
It just worked.
Then emissions regulations arrived, and none of that mattered.
The EPA standards that rolled in during the 1990s demanded things no mechanical injection system could deliver.
Variable injection timing independent of engine speed.
Multiple injection events per combustion cycle, including pilot injection, main injection, and post injection.
Precise cylinder by cylinder control adjusted thousands of times per minute based on load, temperature, and exhaust conditions.
PT’s gear pump set pressure based on engine speed.
You could not override that.
PT’s spring-loaded plungers opened at a fixed pressure threshold.
You could not vary that dynamically.
The elegant simplicity that made PT reliable was exactly what made it unable to adapt.
In 1990, Cumins introduced Select, their first fully electronic fuel management system.
By the late 1990s, electronic common rail injection from multiple manufacturers had arrived.
High-pressure fuel in a shared rail fed electronically controlled injectors.
Pressures above 30,000 PSI.
Computer optimized timing.
Multiple injection events per cycle.
The irony was hard to miss.
Common rail injection used the same core architecture PT had pioneered.
Constant pressure in a shared rail feeding all cylinders.
But with electronic controls doing what springs and drain holes used to do, PT production phased out through the 1990s.
By 2000, no new Cumins engine used purely mechanical PT injection.
The system that had dominated American trucking for four decades was gone from the production line, but not from the road.
Thousands of PT equipped Cummins engines are still running today in trucks, generators, marine applications, and industrial equipment.
Still simple, still reliable, still fixable with standard wrenches by any mechanic who understands them.
PT injection did not survive because it was the most powerful system or the most precise.
It survived because Cumins proved that the best engineering is not always the most complex and built a fuel system.
So fundamentally sound that engines designed around it are still working half a century later.